In the field of modern architectural and industrial illumination, engineering firms and luminaire manufacturers (OEMs/ODMs) are increasingly layout-driven. When bidding for commercial contracts, they face a dual pressure that is notoriously difficult to balance: achieving flawless photometric uniformity across massive open spaces while drastically suppressing overall project installation and component costs.
Traditional lighting methodologies that rely on single-unit injection-molded lenses or complex matrix arrays are rapidly running into roadblocks. These legacy solutions require massive upfront tooling investments and present complicated assembly logistics, especially when tasked with delivering unbroken, fluid ribbons of light across hundreds of linear meters.
Recently, Asahi Optics received a comprehensive technical inquiry from a prominent EPC (Engineering, Procurement, and Construction) contractor based on the US East Coast. This real-world inquiry perfectly illustrates the systemic challenges inherent in modern large-scale infrastructure lighting design.
The customer was tasked with developing the complete internal LED linear lighting infrastructure for a massive, multi-use public transit and administrative hub. The project footprint was divided into four distinct architectural ecosystems, each presenting severe, non-negotiable optical requirements:
-
A Customs and Border Protection (CBP) Inspection Hall: A vast, open-ceiling environment covering over 5,000 square meters (approximately 54,000 square feet) requiring high vertical illuminance and zero screen glare.
-
An International Cruise Ship Terminal: A high-bay, heavy-traffic transit environment featuring sprawling baggage claim zones and passenger embarkation gates characterized by structural vibrations.
-
Continuous Interconnecting Transit Corridors: Long, uninterrupted public hallways stretching over 200 linear meters in single continuous runs, linking the arrival gates to the main administrative blocks.
-
A Large-Scale Government Administrative Office: A multi-floor open-plan workspace designed to house over 300 employee desks under continuous, low-glare linear ceiling channels.
The customer’s core engineering bottleneck did not stem from a lack of raw LED lumens, but rather from the high financial and structural cost of executing it. To eliminate dark spots and pixelation across kilometers of linear fixtures, standard industry options pointed toward high-cost injection-molded secondary lens arrays. However, the strict budget allocations of this public infrastructure project rendered multi-cavity injection molds economically unviable.
Furthermore, the facility managers demanded a lighting system that was exceptionally straightforward to install and maintain, ensuring that long-term maintenance wouldn’t disrupt a facility slated for 24/7 continuous public operation.
To solve this dilemma, Asahi Optics proposed a highly modular, economically disruptive optical strategy: Extruded Linear Lenses for macro beam shaping, paired with standalone Extruded Optical Diffuser Profiles for micro-level hot-spot elimination.
By analyzing the physical constraints of the project’s spaces before introducing the specific hardware, the following sections will dive deep into how these two extruded solutions work in tandem to eliminate dark zones, simplify field installation, and optimize the lumens-per-dollar ratio for large-scale developments.
Customs Halls & Open-Plan Administrative Offices
To appreciate how advanced extrusion optics solve large-scale lighting challenges, one must first analyze the precise physical constraints of the target environments. The first major sector of our US customer’s inquiry involved two highly demanding indoor spaces: a 5,000-square-meter Customs and Border Protection (CBP) inspection hall and a dense, multi-floor administrative office complex.
1. The Customs Inspection Hall: High Uniformity vs. Intense Visual Tasks

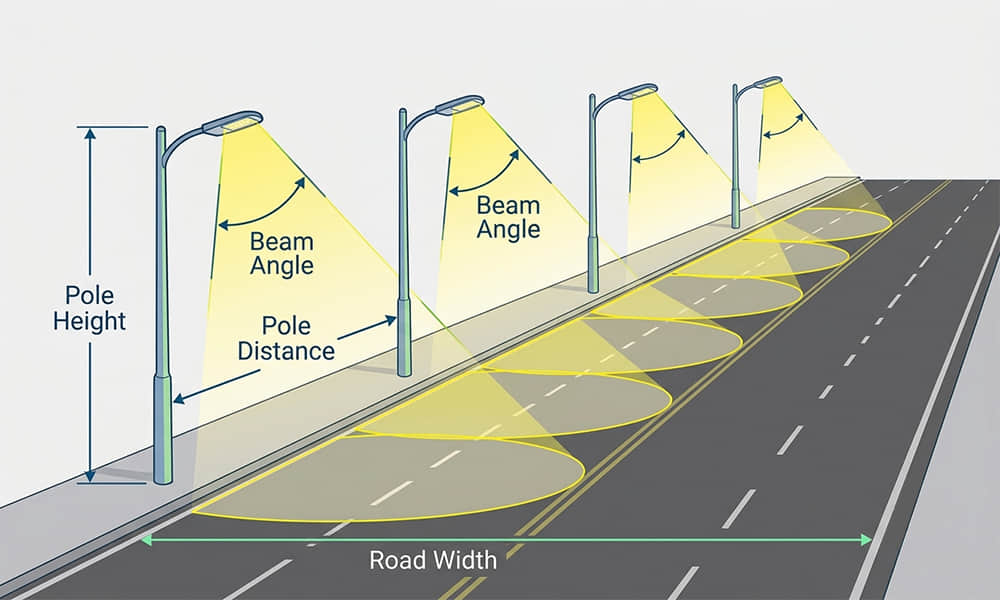
A government customs hall is a high-security, high-traffic environment that operates under strict functional mandates. Structurally, these spaces typically feature medium-to-high ceilings ranging from 5 to 8 meters. This mounting height presents an immediate challenge: the luminaires must project light efficiently down to the work plane without scattering photons uselessly into the upper structural rafters.
Functionally, the hall is divided into several high-stress operational zones:
-
Passenger Queuing Lines: These expansive areas require soft, glare-free ambient illumination to keep travelers comfortable during long wait times.
-
Inspection Counters and Document Verification Desks: This is where the optical requirements become critical. Border agents must perform rapid, high-precision visual tasks, such as cross-referencing passport photographs, verifying physical security watermarks, and reading biometric facial scanners.
To facilitate these security tasks, the lighting system must deliver high horizontal lux levels on the counter surfaces (500 to 750 lux) combined with exceptional vertical illuminance on the passengers’ faces.
However, because customs agents spend 8 to 12 hours staring at high-brightness computer monitors and passport scanners, standard high-intensity lighting creates catastrophic veil reflections on their screens. If traditional open-diode fixtures or poorly controlled louver systems are used, the resulting glare causes severe eye strain and slows down processing times.
Furthermore, because the space features massive glass facades that let in variable amounts of daylight, the linear fixtures must dim seamlessly in response to harvesting sensors without changing color temperature or creating staggered, uneven patches of brightness across the 5,000-square-meter ceiling.
2. Large Open-Plan Offices: Eliminating Visual Fatigue in Dense Workspaces
Directly adjacent to the customs processing zones are the government administrative offices. Housing over 300 workstations in an open layout, this space presented a classic corporate lighting challenge. Under modern architectural practice, open offices require highly uniform horizontal desk plane illumination (U0≥0.6U0≥0.6).
The historical method of solving this was installing discrete 2ft×2ft or 2ft×4ft troffers in a grid pattern. However, this layout creates alternating fields of light and shadow, which forces the human eye to constantly adjust as workers look around the room.
To achieve a modern, cohesive aesthetic, the engineering firm specified recessed linear ceiling channels that slice through the space in continuous, parallel rows. The primary obstacle here is glare control.
To maintain employee alertness and comply with strict workplace ergonomic guidelines, the luminaire must suppress high-angle glare – specifically the light emitted between 65∘65∘ and 85∘85∘ from the vertical axis, which shines directly into a worker’s field of view. The system must achieve a Unified Glare Rating (UGR) of 19 or lower across the entire office floor.
To summarize these complex requirements for the engineering and R&D teams, Asahi Optics compiled the following target photometric baseline matrix before mapping out the physical lens profiles:
| Target Area | Mounting Height | Required Horizontal Lux | Uniformity Target (U0U0) | Maximum Allowable Glare |
|---|---|---|---|---|
| Passenger Queuing Lanes | 6.5 Meters | 300 lux | ≥0.70 | UGR≤22 |
| CBP Inspection Counters | 5.5 Meters | 600 lux | ≥0.80 | UGR≤19 |
| Open-Plan Office Grids | 3.5 Meters | 500 lux | ≥0.65 | UGR≤19 |
Traditional injection-molded optical lenses cannot easily bridge these two environments without forcing the manufacturer to stock multiple expensive, fixed-length components. As we will explore in the upcoming sections, solving these large-scale interior challenges requires a completely different approach to LED optics lens – one rooted in continuous extrusion profile technology.

Marine Cruise Ship Terminals & 200-Meter Transit Walkways
While the customs hall and administrative offices demand strict indoor glare control and task-level precision, the remaining two zones of our US customer’s inquiry – the international cruise ship terminal and the connecting transit corridors – introduced entirely different structural and environmental challenges. These spaces shift the engineering focus from delicate task lighting to rugged, long-run continuity.
1. The Cruise Ship Terminal: Soaring Ceilings and Environmental Stress
An international cruise terminal is fundamentally an industrial-scale transportation hub disguised as a hospitality venue. Structurally, the embarkation and baggage claim halls feature towering ceilings ranging from 8 to 12 meters, bordered by expansive glass curtain walls that expose the interior to direct coastal sunlight. This architectural configuration presents severe challenges for luminaire OEMs:
-
The Altitude Factor: From a mounting height of 10 meters, light must be tightly controlled and projected downward. Standard wide-angle diffusers cause the lumens to scatter sideways, losing intensity long before reaching the passenger floor. This forces the luminaire to draw excess power to meet basic ground-level lux requirements.
-
Low-Frequency Mechanical Vibrations: Cruise terminals are subject to constant, low-frequency structural tremors generated by nearby docking vessels, heavy baggage-handling conveyors, and industrial forklift traffic. Traditional multi-piece secondary optical lenses with delicate snap-fit clips are prone to loosening, rattling, or fatiguing over time under these conditions.
-
The Coastal Maritime Airway: Being positioned directly on the waterfront means the internal atmosphere carries a high concentration of humidity and airborne salinity. The optical components cannot feature intricate internal cavities or complex multi-layered surfaces that trap salt crusts and dust, which would permanently degrade light transmission and destroy the fixture’s efficacy within a few seasons.
2. 200-Meter Transit Walkways: Eradicating the Zebra-Striping Effect
Linking the high-ceiling terminal to the administrative and customs blocks are a series of expansive public transit corridors and baggage-handling walkways. These corridors typically stretch over 200 linear meters in single, uninterrupted runs, with widths averaging between 2.5 and 4 meters.
The historical engineering method for lighting a long corridor involves placing discrete, recessed downlight canisters or square panel fixtures every 3 to 4 meters. However, in an ultra-long hallway, this layout produces a highly disruptive visual phenomenon known as the zebra-striping effect – an alternating pattern of bright pools of light directly under the fixtures separated by distinct dark zones in between.
For general public spaces, this patchwork lighting is visually fatiguing and disorienting. For individuals with visual impairments or during emergency egress situations, these dark pockets represent safety hazards. Furthermore, from an architectural standpoint, a fractured lighting pattern breaks up the space, making the corridor feel restrictive and claustrophobic – often referred to as the tunnel effect.
To solve this, modern architectural blueprints dictate a completely unbroken, seamless ribbon of light that runs down the center or sides of the ceiling from one end of the building to the other. To achieve this, the lighting contractor must find a way to eliminate the visible seams, dark gaps, and hot-spots that naturally occur where individual LED circuit boards are joined end-to-end inside the aluminum housing.
Finally, the sheer scale of a 200-meter corridor presents a massive installation bottleneck. Wiring, aligning, and mounting dozens of individual downlight canisters requires significant field labor hours. The contractor urgently required a linear system where the optical and mechanical components could be rolled out or snapped in over long distances in a fraction of the time.
How ASEL-AO and 26mm Series Linear Extrusions Conquered the Project
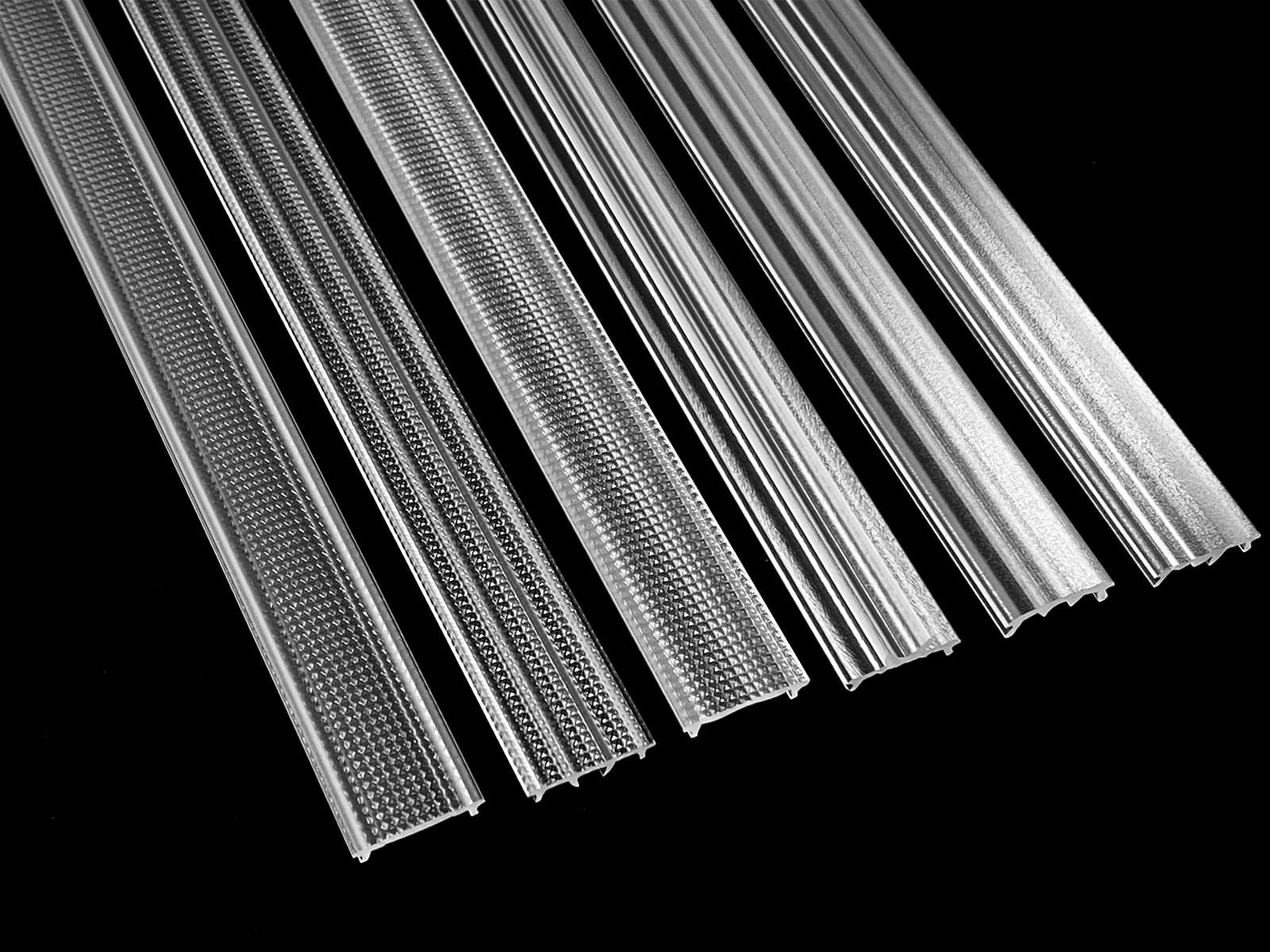
To resolve the architectural and photometric conflicts outlined in the previous sections, Asahi Optics introduced a hardware solution structured around two distinct, high-performance product families: the ASEL-AO Series Extruded Linear Lens and the 26mm Series Extrusion Linear Lens.
Rather than relying on single-piece injection-molded components that force static configurations, these two series utilize an engineered, split-component methodology. This pairs a continuous-profile extrusion lens (for macro beam-angle control) with a standalone, non-optical extruded diffuser profile (for micro-level pixel blending and hot-spot eradication).
Deploying the ASEL-AO Series in High-Volume Public Hubs
For the 5,000-square-meter Customs Inspection Hall and the soaring, 12-meter-high Cruise Ship Terminal, the engineering team required heavy-duty optical performance capable of driving foot-candles downward over wide expansive grids. This is where the ASEL-AO Series Extruded Linear Lens served as the primary optical engine.
-
Resolving the Customs Hall Dilemma: In the customs hall, the ASEL-AO Series was configured with a 60∘ symmetric distribution profile. This specialized extrusion takes the raw, wide 120∘ Lambertian light emitted by mid-power LED boards and compresses it into a targeted downward beam. This column of light satisfies the 600 lux requirement on the inspection counters without scattering light into the upper rafters. To eliminate the severe screen glare troubling the customs agents, a standalone Asahi High-Haze Extruded Diffuser Profile was snapped into place directly over the lens. This independent diffuser layer acts as a microscopic scattering plane, smoothing out the high-intensity peaks of the light beam. This combo drops glare levels to an operator-safe UGR≤19, maintaining high vertical illuminance on passenger faces while keeping computer screens clear of veil reflections.
-
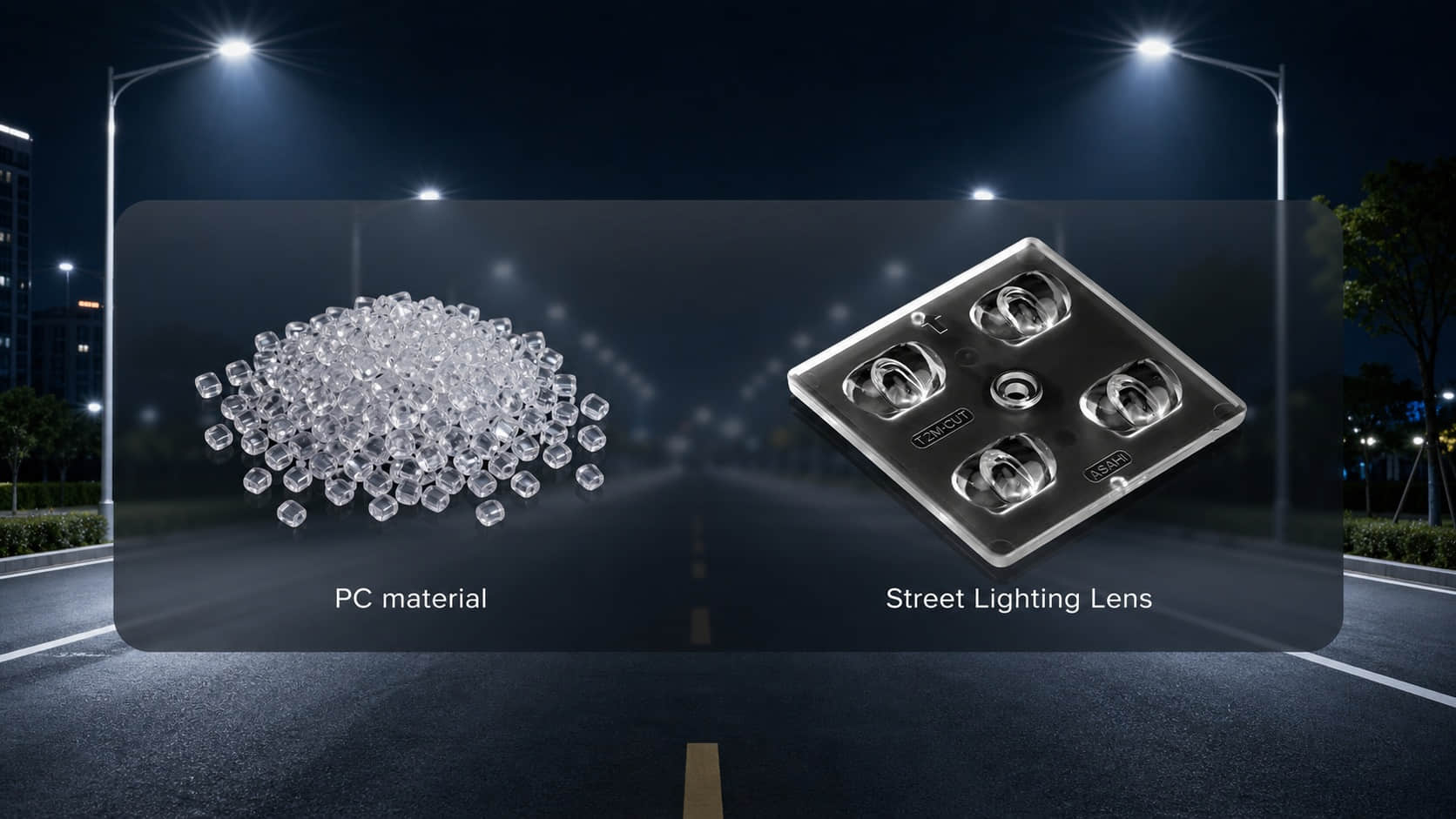
Overcoming Terminal Altitude & Vibration: In the 10-meter-high cruise ship terminal, the ASEL-AO Series was deployed utilizing a 90∘ symmetric optical profile extruded from high-impact Polycarbonate (PC) . The wide, controlled beam allows for maximum horizontal spacing between linear fixtures, reducing the total fixture count needed across the vast floor plan. Because the ASEL-AO profile is extruded in continuous 3-to-5-meter rails that lock securely along the entire length of the aluminum housing, it completely bypasses the vulnerabilities of snap-fit injection lenses. Low-frequency vibrations from docking cruise ships and baggage forklifts cannot dislodge or rattle the seamless profile. Its smooth external face prevents maritime salt air from forming crusts, making maintenance simple.
Tailoring the 26mm Series for Office Grids and Ultra-Long Corridors
For the Administrative Offices and the 200-meter-long Transit Walkways, the project required a compact, architectural profile that could blend seamlessly into standard North American linear miniature housings. The 26mm Series Extrusion Linear Lens was selected to address these tight spatial constraints.
-
Erasing the Corridor Zebra-Striping Effect: In the 200-meter transit corridors, individual linear LED boards must be placed end-to-end, which naturally creates small physical gaps in the diode layout, resulting in visible dark seams. To solve this, the engineering firm utilized the 26mm Series Lens base to establish standard downward light projection, and overlaid it with a continuous, long-run Asahi Satin-Finish Extruded Diffuser. Because this non-optical diffuser profile is extruded in extended lengths, it spans across the PCB joints without gaps. It completely erases the diode pixelation and joiner lines, transforming a series of separate circuit boards into an unbroken, uniform ribbon of light. The alternating bright and dark patches are replaced by a continuous light path that guides passengers effortlessly toward their boarding gates.
-
Optimizing Office Illuminance: Within the open-plan office grid, the 26mm Series was paired with high-efficacy mid-power 2835 LED arrays. The internal geometry of the 26mm lens shapes the light to ensure even distribution across rows of desks (U0≥0.65U0≥0.65). When coupled with our low-loss extruded diffuser plate, it diffuses individual LED hot-spots, softening the light grid and ensuring that employees experience zero visual fatigue during long shifts.
Through the strategic positioning of these two extrusion series, the contractor successfully addressed the specific physical challenges of each zone, matching complex architectural layouts with a reliable, standardized component system.
Complete Lens + Profile Matching Solutions
In large-scale commercial and government lighting contracts, engineering bottlenecks are rarely confined to the optical lab. A significant percentage of project delays, cost overruns, and field performance failures stem from mechanical incompatibility. For luminaire OEMs and site contractors, the interface where the optical lens meets the aluminum extrusion housing is a notorious point of friction.
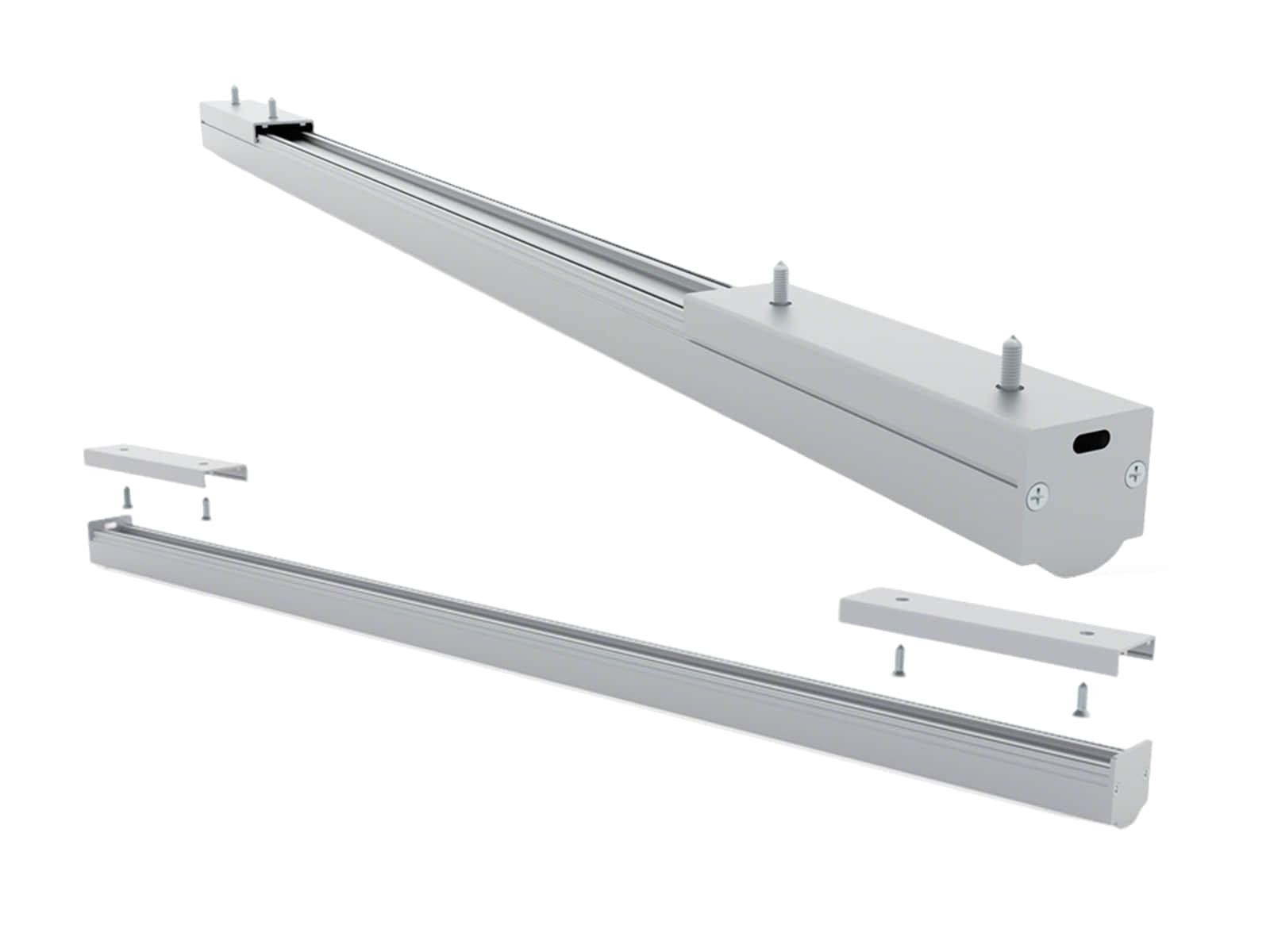
Recognizing this critical industry pain point, Asahi Optics does not merely manufacture component optics. Our primary commercial distinction and competitive advantage is our Extruded Lens + Aluminum Profile Matching Solution. We design, engineer, and supply both the extruded linear lens (or standalone diffuser) and the matching aluminum profile housing as a single, unified, and pre-validated system.
Eliminating Mechanical Incompatibility and Tolerances Friction
When a luminaire manufacturer sources an aluminum housing from one vendor and an extruded plastic lens from another, they routinely encounter tolerance stacking issues. Aluminum extrusions and plastic extrusions expand, contract, and hold manufacturing tolerances differently based on tooling wear and extrusion temperatures.
Common field issues resulting from uncoordinated sourcing include:
-
The Loose Fit Hazard: The lens profile sits too loosely within the aluminum retention channel. Under the constant, low-frequency vibrations found in transportation hubs like our US customer’s cruise terminal, loose lenses rattle, sag, or completely dislodge over time, creating catastrophic liability issues.
-
The Tight Fit Bottleneck: The lens profile is fractions of a millimeter too wide for the aluminum slot. During factory assembly or field installation, workers are forced to manually force the lens into the housing, leading to micro-cracks in the plastic, warped optical surfaces, and significantly increased assembly labor hours.
-
Optical Light Leakage: Micro-gaps between the lens border and the aluminum flange allow raw, unshielded LED light to escape from the sides of the fixture. This ruins the clean architectural line of light visual effect and introduces uncontrolled high-angle glare that violates strict workplace comfort parameters.
By engineering the aluminum extrusion housing and the corresponding ASEL-AO or 26mm Series plastic profiles in tandem, Asahi Optics eliminates these friction points at the design stage. Our tool-and-die department validates the interlocking snap-lock mechanism using advanced 3D modeling and physical mock-ups before mass production begins.
The result is a Zero-Tolerance Mechanical Fit. The plastic lens base and standalone diffuser slide or snap into our proprietary aluminum channels with smooth, consistent tactile feedback. There is no buckling, no rattling under structural stress, and absolutely zero side-light leakage.
Shifting Customer Focus to High-Value Product Differentiation
For luminaire OEMs and engineering contractors bidding on multi-million dollar infrastructure projects, time is the ultimate currency. Designing mechanical retention clips, running thermal expansion calculations between dissimilar materials, and troubleshooting extrusion tolerances are low-value, high-stress tasks that drain engineering resources.
Our turnkey matching program completely frees your engineering pipeline:
-
Eliminate In-House Tooling Coordination: Your R&D team no longer needs to manage multiple vendors, sign off on separate mechanical drawings, or arbitrate blame if the lens does not fit the housing. Asahi Optics takes full structural accountability for the entire linear assembly.
-
Accelerated Time-to-Market: Because the aluminum housings and extrusion optics are pre-matched and mathematically validated to fit together, the prototyping, safety testing, and sample submittal phases are cut down by weeks.
-
Streamlined Supply Chain Logistics: Purchasing departments can order the complete linear lighting skeleton – housing, optics, and end-caps – under a single, consolidated Bill of Materials (BOM) code. This minimizes shipping coordination fees and eliminates component mismatch issues at the construction site.
By choosing Asahi Optics’ pre-matched lens and profile pairings, manufacturers can redirect their valuable time, engineering focus, and corporate attention away from mechanical troubleshooting. Instead, they can concentrate on high-value innovations – such as integrating advanced wireless IoT controls, optimizing emergency egress circuit topologies, and refining architectural finishes – to win premium government and commercial lighting bids.
Manufacturing ROI, Technical Support, and Engineering FAQ
The ultimate validation of any optical architecture in a public infrastructure tender rests on economic viability and data-backed performance. By selecting Asahi Optics’ extruded linear systems over traditional injection-molded alternatives, luminaire manufacturers can fundamentally restructure their production costs while gaining access to complete engineering validation assets.
1. The Financial ROI of Extrusion Tooling
For large-scale developments, such as the 5,000-square-meter customs hall or 200-meter public corridors, component costs scale exponentially. Traditional multi-cavity injection molding requires highly complex, hardened steel tooling to form intricate optical grids.
An injection mold for a standard fixed-length linear lens array can demand an upfront capital expenditure ranging from $25,000to over $50,000, with lead times stretching up to 8–10 weeks. Furthermore, injection-molded parts are structurally limited in length by the physical platen size and clamping tonnage of the molding machinery, forcing installers to piece together multiple small lenses, which introduces visible seams and dark junctions.
In contrast, linear extrusion tooling utilizes specialized precision-cut steel dies that form continuous cross-sectional profiles.
-
Drastic Cost Reductions: An extrusion die for the ASEL-AO or 26mm Series typically requires a one-time tooling investment of only $2,000 to $5,000.
-
Infinite Length Scalability: Because the manufacturing process is continuous, plastic profiles can be extruded to any manageable shipping or installation length (commonly 2.5 to 5 meters per single rail).
For an enterprise-level infrastructure contract, switching to a pre-matched extrusion lens and standalone diffuser architecture slashes initial optical tooling capitalization by up to 90%, while lowering per-meter component costs by 30% to 50% compared to injection-molded matrices.
2. Comprehensive Digital Deliverables and Rapid Prototyping
Asahi Optics accelerates your technical submittal and laboratory verification phases by providing a complete ecosystem of engineering files:
-
Absolute Photometric IES Files: We provide highly accurate, goniophotometer-verified IES files mapped to a variety of industry-standard linear PCB chip spacings and driving currents. This allows your R&D team to execute instant, accurate DIALux or AGi32 lighting simulations to prove lux compliance, uniformity, and glare cutoffs to government inspectors.
-
Precision 3D CAD Data: Complete STEP and IGES files are available for both the ASEL-AO and 26mm Series lenses alongside their matching aluminum profiles. Your mechanical engineers can drop these models directly into their solid modeling software to verify spatial constraints, end-cap attachments, and mounting clip placements.
-
Rapid Prototyping Evaluation: To assist in physical validation prior to mass manufacturing, we offer 3D-printed mechanical housing mockups and physical sample-cut sections of our extruded lenses and diffusers for in-house laboratory integration and photometric testing.
Conclusion: Partner with Asahi Optics to Win Premium Infrastructure Tenders
By shifting from fractured component procurement to Asahi Optics’ cohesive, pre-matched Extruded Linear Lens, Standalone Diffuser, and Aluminum Profile Systems, luminaire OEMs and engineering contractors gain a decisive edge in commercial bidding.
You no longer have to compromise between optical performance, continuous visual aesthetics, and project profitability. Let our engineering team handle the mechanical tolerances, glare mitigation, and tooling efficiency, allowing you to focus your resources on landing and executing the world’s premier architectural and infrastructure lighting developments.
FAQ
Q: What is the maximum continuous length available for the extruded lenses and standalone diffusers?
A: While we can technically extrude profiles indefinitely, standard shipping and handling lengths range from 2.5 to 5 meters (approx. 8.2 to 16.4 feet). For long runs, like a 200-meter corridor, these lengths allow installers to snap components in with a fraction of the joiner seams required by injection-molded optics.
Q: How does adding a standalone extruded diffuser affect overall fixture efficiency (lm/Wlm/W)?
A: Asahi Optics’ standalone diffusers utilize high-grade optical PMMA/PC formulations that optimize light transmission. Depending on the haze level selected (Medium vs. High Haze for UGR control), typical optical efficiency ranges between 82% and 90%. The minor lumen trade-off is offset by the complete elimination of pixelation and glare.
Q: Can we use the 26mm Series lens with third-party aluminum profiles?
A: While the 26mm Series lens is designed around standard North American miniature linear dimensional footprints, slight variations in third-party extrusion tolerances can cause light leaks or loose fits. We highly recommend utilizing our pre-matched, turnkey aluminum profiles to ensure a guaranteed zero-tolerance mechanical fit.
Q: Do your extruded profiles suffer from color-over-angle (yellow rings) shifting?
A: No. The internal curvature and wall-thickness consistency of our ASEL-AO and 26mm extrusion profiles are mathematically optimized to ensure that white light passes through uniformly, mitigating chromaticity shifts across the target beam spread (60∘ or 90∘).
Q: What is the typical lead time for a custom extruded profile and matching aluminum housing?
A: For custom configurations, engineering print approval and die fabrication take approximately 3 to 4 weeks, with initial sample extrusion runs completing within 1 to 2 weeks following tool validation.