A co-extrusion lens is an optical lens profile made by extruding two compatible materials through one shared forming process. Instead of producing one lens first and then adding another layer by gluing, coating, painting, or mechanical assembly, the co-extrusion process allows two molten material streams to become one integrated lens profile during manufacturing.
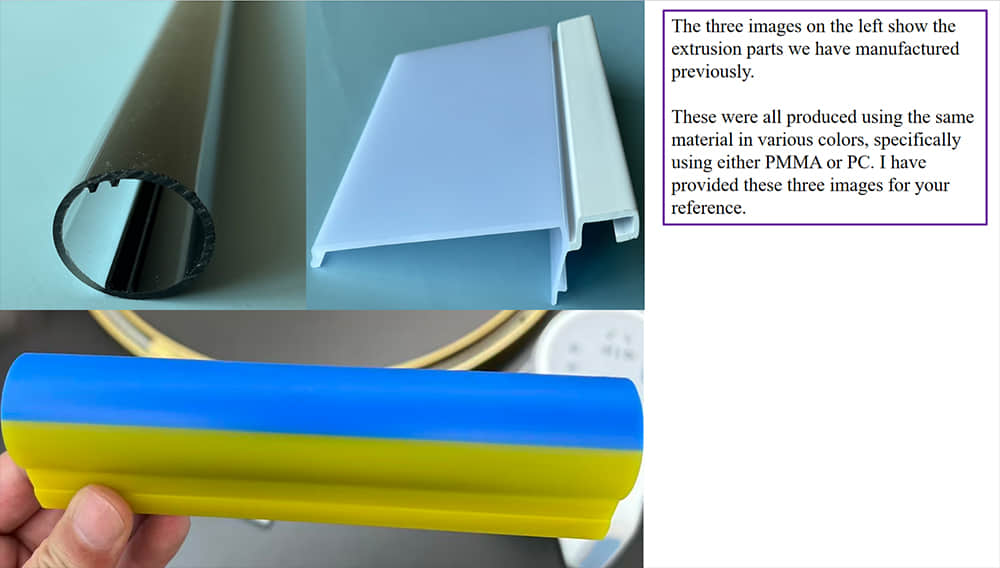
For linear LED lens applications, this process is especially useful. Many linear lighting products need more than one simple transparent structure. Some lenses require a clear optical area for light transmission, while another area may need a white, frosted, colored, or functional material zone for appearance, shielding, diffusion, or fixture integration. Co-extrusion technology makes it possible to combine these different zones into one continuous linear extrusion lens.
In a typical co-extrusion lens process, two extruders work together. The main extruder usually produces the primary body of the lens, such as a clear PC or PMMA optical section. The sub-extruder provides the secondary material, which may be white, colored, diffused, or designed for a specific function. These materials remain separate at the beginning of the process and are guided through different internal channels inside the co-extrusion die head. They only meet at the designed bonding area before the final lens profile is formed.
The key point is that a co-extruded lens is not two loose parts placed together. It is a single lens structure formed under heat, pressure, and precise profile control. When compatible materials such as PC-to-PC or PC-to-PMMA meet in a molten state, the interface can form a strong bond. This helps create a clean boundary between the two material zones while keeping the lens profile stable and unified.
For lighting manufacturers, this brings several practical advantages. A co-extrusion lens can reduce secondary processing, simplify assembly, improve appearance consistency, and support more flexible linear lens designs. It is also suitable for long continuous lighting fixtures, where stable profile shape and clean optical performance are important.
At Asahi Optics, co-extrusion lens manufacturing is part of our broader extrusion lens capability. For customers developing linear LED lens products, architectural lighting fixtures, commercial linear lights, wall washer lights, or other custom linear optics, co-extrusion offers a practical way to combine optical performance, product structure, and visual design in one lens profile.
Why Co-Extrusion Matters for Linear LED Lens Applications

Co-extrusion technology is especially valuable for linear LED lens applications because linear lighting often needs more than one simple optical function. A linear fixture is usually long, slim, and visually exposed. The lens is not only responsible for guiding light, but also affects the appearance, structure, installation, and user experience of the whole lighting product.
In many linear LED lighting designs, the clear optical area needs to transmit and control light efficiently, while another part of the lens may need to provide shielding, diffusion, color separation, or a clean visual edge. With a co-extrusion lens, these different functions can be formed in one continuous lens profile. This helps lighting manufacturers avoid extra assembly steps and makes the final product look more integrated.
For example, an extrusion lens may use a transparent PC or PMMA section for the main light output area, while a white or diffused material section helps soften the light or hide internal LED components. In some designs, the secondary material may also help match the fixture housing, reduce visible light leakage, or create a more finished appearance. This is useful for commercial lighting, office linear lights, retail shelf lighting, architectural lighting, and wall washer applications.
Another reason co-extrusion matters is consistency. Linear lighting products often require long lens lengths and continuous visual performance. If different parts are glued or assembled after production, there may be visible gaps, uneven edges, or long-term bonding issues. Co-extrusion allows the two material zones to be combined during the lens extrusion process, creating a more stable and unified structure.
This process also gives designers more freedom. Instead of choosing only a standard clear extrusion lens, customers can develop a custom linear lens with different material zones, optical effects, and appearance requirements. For lighting brands that want to create a distinctive product line, co-extruded lens design can support both function and product identity.
Dual-Extruder Setup: How Two Materials Enter the Process
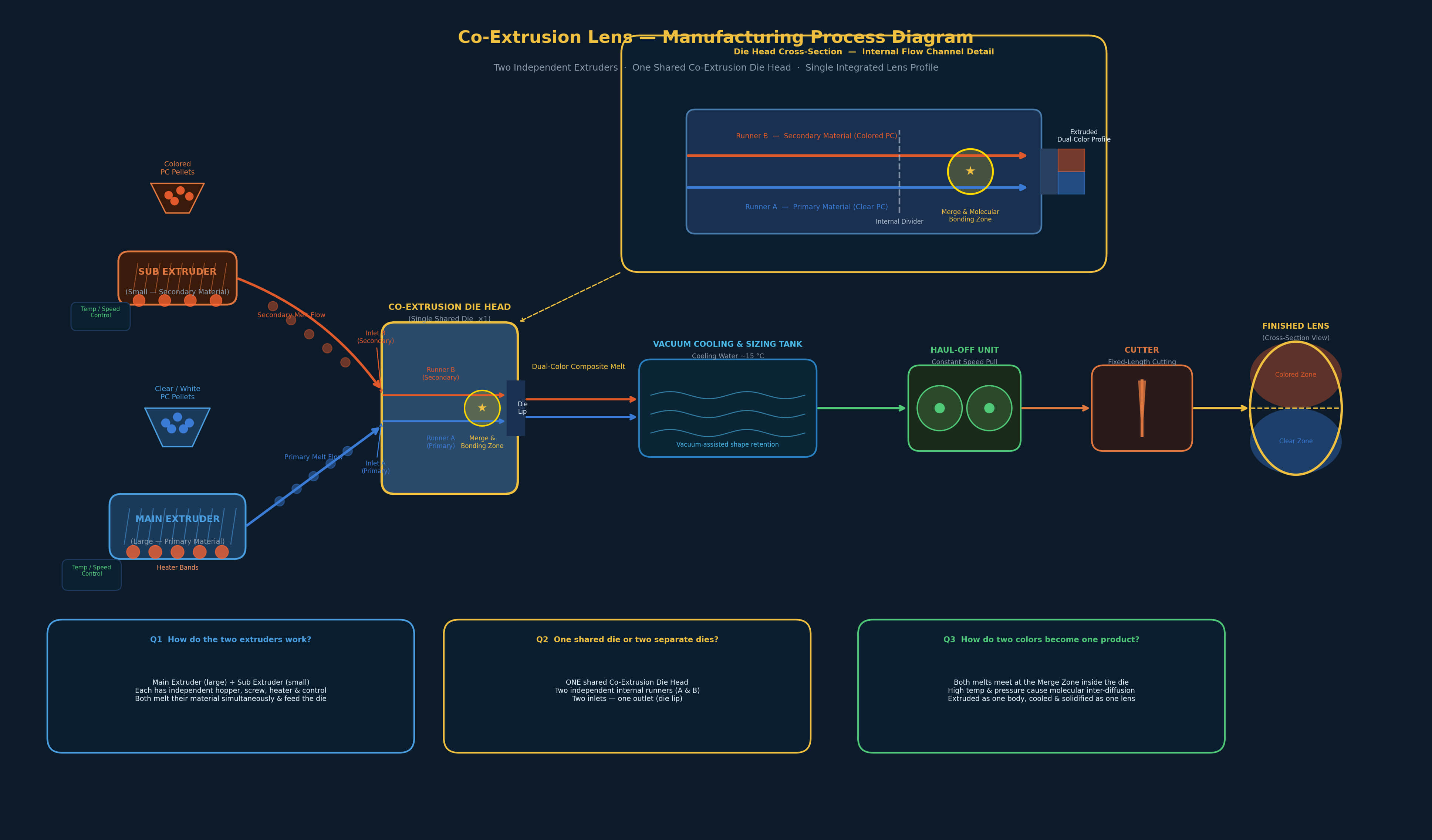
The co-extrusion lens process starts with a dual-extruder setup. Instead of using only one extrusion machine, the production line uses two extruders that work together: one main extruder and one sub-extruder. Each extruder handles a different material stream before the materials are combined into one final lens profile.
The main extruder is usually responsible for the primary body of the lens. In many linear LED lens projects, this part is made from clear PC or PMMA material because the main optical area needs good light transmission and stable performance. The main extruder normally has a larger screw diameter and higher output capacity, so it controls the main shape and volume of the extrusion lens.
The sub-extruder is used for the secondary material. This may be a white, colored, diffused, or functional material, depending on the design of the co-extrusion lens. Compared with the main extruder, the sub-extruder usually has a smaller screw diameter, which allows more accurate control of the secondary material volume. It is often positioned at the side or at an angle, so the material can enter the co-extrusion die head through a separate inlet.
A key advantage of this setup is independent control. The two extruders have their own hopper, heating system, screw, motor, and control panel. This means the operator can adjust temperature, screw speed, and output volume separately for each material. For PC PMMA co-extrusion or dual-color lens extrusion, this control is important because different materials may need different processing conditions.
During production, both material streams are heated and plasticized inside their own extruders. The materials become molten and are pushed forward under controlled pressure. At this stage, they do not mix randomly. Each material enters the co-extrusion die head through its own channel, which helps maintain a clear structure before the final merging area.
The Co-Extrusion Die Head: The Core of the Process
In co-extrusion lens manufacturing, the die head is the most important part of the process. The two extruders prepare and push the molten materials forward, but the co-extrusion die head decides how these materials are guided, separated, combined, and finally formed into one lens profile. For a high-quality linear extrusion lens, the die head must be designed with precision.
A common misunderstanding is that co-extrusion uses two separate dies joined together. In fact, a proper co-extrusion lens process uses one shared co-extrusion die head. This die head is a specially designed composite mold structure. It allows two material streams to enter separately, flow through different internal channels, and meet only at the correct position before the final extrusion outlet.
Inside the die head, there are usually two independent inlet ports. One inlet receives the molten material from the main extruder, while the other receives the secondary material from the sub-extruder. After entering the die head, the two materials move through isolated internal runners. These runners keep the material streams separated and prevent unwanted mixing before the designed merge zone.
This separation is very important for co-extruded lens quality. If the two materials meet too early or flow unevenly, the final lens may have an unstable boundary, uneven color area, or inconsistent profile shape. With a well-designed die head, the clear optical section and the colored or functional section can stay controlled before they are combined.
Near the exit area of the die head, the two streams are guided into the merge zone. After that, they pass through one single die lip, also called the exit orifice. This means the final co-extrusion lens comes out as one continuous profile, not as two separate pieces. The shape, material ratio, and boundary position are all influenced by the internal die design.
For customers who need custom optical design, this die head structure is one of the most important factors in turning a design concept into a stable product. It affects not only the appearance of the lens, but also its optical area, fitting accuracy, and production consistency.
How Two Materials Bond into One Integrated Lens
After the two molten materials enter the co-extrusion die head, they do not immediately mix together. Each material first moves through its own internal runner. This controlled separation is important because the clear optical section, the colored section, or the functional section must stay in the correct position before the final lens profile is formed.
The bonding happens near the exit area of the die head, in the designed merge zone. At this stage, both materials are still in a molten state and are moving under pressure. When compatible materials such as PC-to-PC or PC-to-PMMA meet at the correct temperature, the interface between them can bond directly. This is different from placing two finished plastic parts together after production.
In a co-extrusion lens, the two material zones are joined during the extrusion process itself. Under heat and pressure, the surface of each molten stream can connect at the molecular level. This creates a stronger and cleaner structure than secondary gluing or painting. The result is one integrated lens profile with two material zones, instead of two separate parts attached later.
This bonding method is one of the main reasons co-extrusion technology is useful for linear LED lens manufacturing. For long linear lighting fixtures, the lens needs to remain stable over its full length. If the connection between different material areas is weak, the product may face problems during installation, cutting, transportation, or long-term use. A well-controlled co-extruded lens helps reduce these risks.
Another benefit is the clean boundary between materials. In many linear extrusion lens designs, customers want the transparent optical area and the white or diffused area to be clearly separated. This is important for both optical performance and product appearance. With a properly designed co-extrusion die head, the two materials can meet at a controlled position, creating a neat transition line along the lens profile.
Cooling, Vacuum Sizing, and Profile Stability
After the two materials are bonded inside the co-extrusion die head, the newly formed lens profile comes out through one single die lip. At this moment, the co-extrusion lens is still hot and soft, so the next step is very important: cooling and sizing. This stage helps the lens keep its designed shape and become a stable linear extrusion lens.
In the extrusion process, the profile does not become finished immediately after leaving the die. It must pass through a cooling and sizing system, often using a vacuum cooling tank. The vacuum helps hold the lens profile close to the designed shape while the material cools down. This is especially important for linear LED lenses, because the cross-section must remain consistent along the full length of the product.
Cooling water is used to reduce the temperature of the extruded lens quickly and evenly. As the lens cools, the PC or PMMA material solidifies and the final profile becomes stable. If this stage is not controlled well, the lens may deform, shrink unevenly, or lose its intended shape. For optical products, even small changes in the profile can affect fixture assembly, appearance, and light performance.
Vacuum sizing is also important for maintaining the boundary between the two material zones. In a co-extruded lens, the clear section and the colored or functional section must stay in the right position after leaving the die head. Proper cooling and profile control help keep the structure clean and consistent.
For long linear lighting fixtures, profile stability is one of the most practical requirements. Customers need the extrusion lens to fit into aluminum housings, LED modules, clips, or other fixture structures. Stable extrusion control helps reduce installation problems and supports smoother assembly.
Benefits of Co-Extrusion for LED Lens Manufacturing
For LED lens manufacturing, co-extrusion offers more than a different production method. It gives lighting manufacturers a practical way to combine optical function, product appearance, and production efficiency in one continuous lens profile. This is especially useful for linear LED lenses, where the lens often needs to support both lighting performance and fixture design.
One major benefit is stronger integration. In a co-extrusion lens, two material zones are formed together during production. The clear optical section and the colored, white, or diffused section become part of one unified profile. This can help reduce the need for secondary gluing, painting, or separate assembly. For customers, fewer post-processing steps can mean cleaner appearance, better consistency, and a simpler production workflow.
Another benefit is design flexibility. A standard extrusion lens may only provide one material and one optical effect. With co-extrusion technology, customers can create a custom linear lens with different functional areas. For example, the transparent area can be designed for light transmission and beam control, while the secondary material can be used for shielding, diffusion, edge appearance, or fixture matching.
Co-extrusion can also improve the visual quality of the final product. Many modern lighting brands want fixtures with a clean, minimal, and professional appearance. A co-extruded lens can create a clear boundary between material zones and reduce the need for visible added parts. This helps the fixture look more complete after assembly.
For long linear lenses, consistency is another important advantage. Since the two materials are formed together through one die head and one continuous extrusion process, the lens profile can remain more stable over length. This is important when the product must fit into aluminum housings or be cut into different lengths for different lighting projects.
From a manufacturing point of view, co-extrusion also supports customization without making the product overly complicated. Once the die head and process settings are properly developed, the same production line can make stable co-extruded lens profiles in continuous lengths. This helps customers move from prototype samples to production more smoothly.
How Asahi Optics Supports Custom Co-Extrusion Lens Projects
A successful co-extrusion lens project does not start only from production. It starts from understanding the customer’s lighting fixture, optical target, material requirement, and final application. For linear LED lighting, every detail can affect the final lens design, including LED layout, fixture width, installation method, required beam effect, surface appearance, and cutting length. This is why Asahi Optics supports customers from early discussion to sample trial and mass production.
When a customer needs a custom extrusion lens, our team first reviews the basic project requirements. These may include the lens profile size, clear and colored material zones, optical area, diffusion requirement, fixture structure, and expected application. For example, a commercial linear light may need a clean appearance and soft light output, while a wall washer may require more controlled light direction. By understanding the application first, we can suggest a more practical co-extrusion lens direction.
The next step is profile and process evaluation. A co-extruded lens must be designed not only for appearance, but also for manufacturability. The two material streams need to enter the co-extrusion die head correctly, remain separated before the merge zone, and bond smoothly before exiting through the die lip. During this stage, Asahi considers the material combination, profile structure, bonding area, extrusion balance, and cooling stability.
After the design direction is confirmed, sample production becomes an important step. Trial samples allow the customer to check the real lens profile, material boundary, fitting with the fixture, and lighting effect. If adjustments are needed, we can refine the profile, material ratio, or process settings before moving forward. This helps reduce risk before mass production.
For mass production, consistency is the main goal. Linear LED lenses often need to be produced in continuous lengths and cut according to customer requirements. Asahi focuses on stable extrusion control, profile accuracy, clean material bonding, and reliable appearance. These details help customers use the lens more easily in their own fixture assembly process.
As an LED optics manufacturer, Asahi Optics provides more than standard LED lenses. We support custom optical lens development, linear extrusion lens production, and co-extrusion technology for customers who need advanced linear optics. Whether the project is for commercial lighting, architectural lighting, office lighting, retail lighting, wall washing, or industrial linear fixtures, our goal is to help customers turn a lens idea into a practical product.
Conclusion: Co-Extrusion Technology Makes Linear LED Lenses More Integrated and Flexible
Co-extrusion technology gives lighting manufacturers a practical way to create linear LED lenses with more advanced structure and better product integration. By using two extruders, one shared co-extrusion die head, controlled material bonding, and stable cooling and sizing, two compatible materials can be formed into one continuous lens profile during production.
For customers, the value is clear. A co-extrusion lens can combine a transparent optical area with a colored, white, diffused, or functional material zone. This helps reduce secondary assembly, improve appearance consistency, and support more flexible fixture design. For long linear lighting products, this integrated structure is especially useful because the lens must remain stable, clean, and easy to install across different lengths.
Asahi Optics supports custom co-extrusion lens projects for linear lighting applications, including commercial lighting, office lighting, architectural lighting, wall washer lighting, retail lighting, and industrial linear fixtures. From lens profile discussion and material selection to sample trial and mass production, our team helps customers develop co-extruded lens solutions that are practical for real LED lighting products.
For lighting brands looking for a custom linear extrusion lens, co-extrusion technology offers a strong direction. It brings optical function, product appearance, and manufacturing efficiency together in one LED optical lens.
FAQ About Co-Extrusion Lenses
Q: What is a co-extrusion lens?
A: A co-extrusion lens is an extrusion lens made by combining two compatible molten materials into one continuous lens profile during production. It is not glued, painted, or assembled after molding. The two material zones are formed together through a shared co-extrusion die head.
Q: Why is co-extrusion useful for linear LED lenses?
A: Linear LED lenses often need long continuous profiles, clean appearance, stable dimensions, and different functional zones. Co-extrusion allows these requirements to be combined into one integrated lens, making it suitable for commercial lighting, architectural lighting, wall washers, office lighting, and industrial linear fixtures.
Q: Is a co-extrusion lens stronger than a glued lens?
A: In many applications, yes. A co-extrusion lens is bonded during the molten extrusion process, so the connection between material zones is formed as part of the lens structure. This can provide better integration than post-production gluing or mechanical assembly.
Q: Can Asahi Optics make custom co-extrusion lenses?
A: Yes. Asahi Optics supports custom co-extrusion lens development, including profile design discussion, material selection, die head development, sample testing, and mass production for linear LED lighting projects.

