This phase is crucial as the foundation for safety and success. It involves completing mold verification, equipment preparation, and material readiness.
Ensure the mold is in good condition and properly preheated.
Select appropriate equipment and ensure cleanliness.
Prepare all necessary tools and equipment.
Precisely install the mold and connect all auxiliary systems to ensure safe and stable production.
Safely hoist and accurately position the mold.
Securely fasten the mold to ensure stability.
Connect all necessary auxiliary systems.
Set preliminary process parameters and conduct the first injection test to observe melt flow behavior.
Input conservative and safe initial parameters.
Precisely adjust equipment and mold coordination.
Critical step to observe melt flow.
Gradually optimize process parameters, stabilize production, and collect representative samples.
Progressively adjust parameters to achieve optimal results.
Collect representative samples under stable conditions.
Comprehensively evaluate sample quality, prepare a trial report, and establish the foundation for subsequent mass production.
Conduct thorough inspection of sample quality.
Properly handle the mold to ensure long-term preservation.
Document key information for future reference.
Before formal mass production, we install trial-produced sample lenses on LED luminaire for comprehensive optical testing. This critical step verifies whether the lens optical performance meets design requirements, ensuring the final product achieves the customer's expected illumination outcomes. Optical testing not only validates compliance with technical specifications but, more importantly, guarantees ideal lighting performance in real-world applications.
Randomly select representative samples from trial production batches to ensure statistical significance. Samples must undergo strict cleaning procedures and stabilize under standard environmental conditions for at least 2 hours.
Select matching LED light sources according to customer application requirements, using high-precision positioning fixtures to ensure repeatable installation accuracy within ±0.05mm.
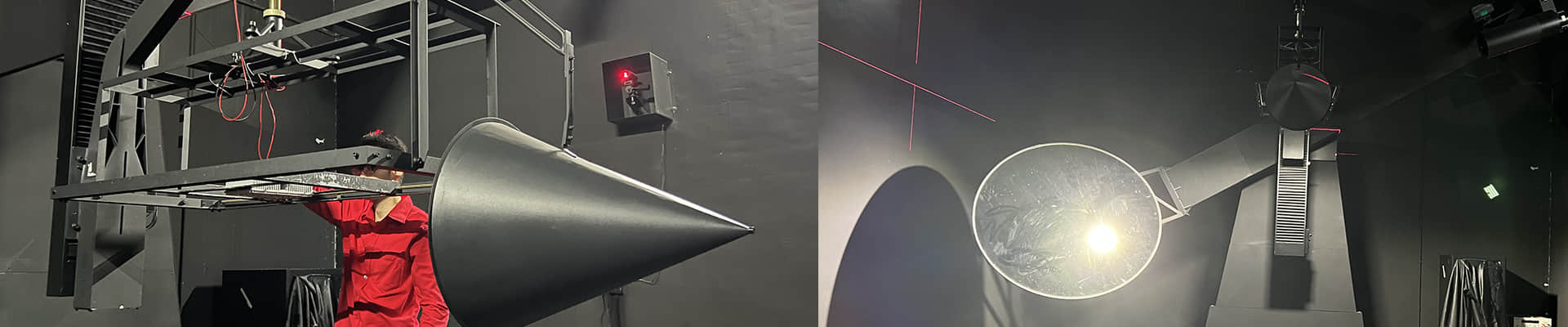
Conduct testing in darkroom environments to eliminate ambient light interference. Test parameters cover key indicators including luminous flux, optical efficiency, light distribution curves, color temperature, and color rendering index.
Process test data using professional optical analysis software, generating visual reports such as light distribution curves, iso-illuminance diagrams, and 3D light intensity distribution maps.
Using a goniophotometer to measure the light intensity values of the lens in various directions, plotting a complete photometric curve. Analyzing whether the beam shape, angle, and light intensity distribution meet design requirements.
Evaluates illumination uniformity in the lit area by measuring illuminance distribution on specific planes using an imaging luminance meter. The ratio of minimum illuminance to average illuminance is calculated to ensure the light spot exhibits no brightness variations.
Utilizes standard UGR testing apparatus to measure the glare index of luminaires at specified observation positions and under defined environmental conditions. This assessment evaluates visual comfort to ensure compliance with indoor lighting standard requirements.
Using an integrating sphere system to accurately measure luminous flux with and without the lens, calculating optical efficiency. Verifying the stability of luminous flux under different driving currents.
Using a spectroradiometer to measure the impact of the lens on the LED spectrum, analyzing parameters such as correlated color temperature, color rendering index, and chromaticity coordinates.

The integrating sphere serves as the core equipment for measuring total luminous flux and optical efficiency, providing accurate optical performance benchmark data.
We utilize a 2-meter diameter integrating sphere system equipped with a high-precision spectroradiometer capable of measuring spectral distribution within the 380nm to 780nm wavelength range. The system is calibrated with NIST-traceable standard lamps to ensure measurement accuracy.
The goniophotometer measures the spatial light intensity distribution of LED lenses, generating precise photometric curves.
Our goniophotometer features a dual-axis rotation structure capable of measuring complete light intensity distributions in both C-γ and A-α coordinate systems. The system is equipped with high-sensitivity detectors offering a dynamic range of up to 6 orders of magnitude.
The imaging luminance meter provides two-dimensional luminance distribution of illuminated areas, visually displaying illumination uniformity and beam characteristics.
We employ high-resolution CCD imaging luminance meters that capture complete luminance distribution images of illuminated areas. The system includes multiple lenses to accommodate test areas of different sizes.
Mass production is carried out using the validated injection molding machine parameters to ensure that the optical performance of every LED lens remains consistent with the design. During the mass production phase, key parameters are continuously monitored to guarantee stable product quality.
Asahi Optics welcomes your questions, inquires and feedback. Please use the form below or contact us at any of the addresses below. Our sales team will get back to you shortly.